

BUREAU OF INDIAN STANDARDS Recommendations of Working Group (For Plywood Standards)
- अगस्त 7, 2024
- 0
A meeting of the working group related to standards on plywood and resin adhesives Hosted by BIS was held on 28th June, 2024. Dr. M P Singh, Director, IWST and Chairman CED 20 the welcomed all the members and took up the agenda items for discussion.
Members Present:
1) Dr. M P Singh, Director, IWST / 2) Dr. C.N. Pandey, FIPPI / 3) Shri Jaydeep Chitlangia, MD, Duroply Industries Ltd, FIPPI / 4) Shri Purshottam Sharma, Greenpanel Industries Limited, FIPPI / 5) Shri Sh. Moiz Wagh, M.D, Hunsur Plywood Works Pvt Ltd, SIPMA / 6) Dr. S.K.Nath, Ex. Joint Director, IPIRTI, In-personal Capacity / 7) Ms. Sujatha D, Scientist-G & HoD, PPPT Division, IWST / 8) Shri Anand Nandanwar, Scientist-F, IWST / 9) Shri Narasimaha Murthy, Scientist-E, IWST / 10) Shri Pradeep Singh Shekhawat, Scientist-D & Joint Director, BIS, Member Secretary of CED 20
Based on discussions held during the meeting, the recommendation of the Working Group on Comments related to IS 303 – Plywood for General Purposes ― Specification, IS 710 – Marine Plywood – Specification and IS 4990 – Shuttering Plywood – Specification are given below:
1) Comment from FIPPI
IS 303 may be classified into different groups based on bending strength properties of plywood. An international standards can be referred for reference purpose. (EN 636:2015-05).
2) Comments from IWST
In IS 303, can be revised based on strength limits stating direct MoR/MoE Values in steps of 5 / 500 N/mm2 for less than 60 /6000 N/mm2 and in steps of 10/1000N/mm2 after words for better understanding.
Recommendation of WG for Point 1 and 2:
The Table 4 of IS 303: 2024 will be modified in terms of Bending Class as follows:
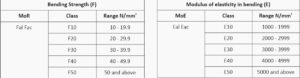
For a given plywood, the four classes shall be given according to the following sequence:
Strength in length direction/strength in width direction/modulus in length direction/modulus in width direction.
EXAMPLE:
(MoR – Along) fal = 22.4 N/mm2, (MoR- Across) fac = 36.9 N/mm2,
(MoE – Along) Eal= 2850 N/mm2 and (MoE – Across) Eac = 4200 N/mm2. The classes are expressed as: (MoR) F 20/35, (MoE) E 25/40.
The Bending Class as mentioned above shall be the part of marking on Plywood.
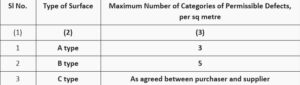
Table 2 Permissible Categories of Defects in surface
(Clause 5.2)
5) टिप्पणी टीमटेक फॉर्मवोक सॉल्यूशंस प्राइवेट लिमिटेड और पास्कल फॉर्मवर्क (इंडिया) प्राइवेट लिमिटेड की
i) 15 मिमी मोटाई वाला बर्च प्लाईवुड विशेष रूप से फॉर्मवर्क उद्योग के लिए निर्मित किया जाता है और कोई भी भारतीय प्लाईवुड निर्माता इस मोटाई का निर्माण नहीं करता है। भारत में उपलब्ध सामान्य आकार 12, 18, 21 मिमी मोटाई के हैं। आयातित बर्च प्लाईवुड लगभग 250 पुनरावृत्ति देगा जबकि भारतीय प्लाईवुड मुश्किल से 7-8 पुनरावृत्ति देता है।

WG की सस्तुति: कंक्रीट शटरिंग कार्यों के लिए प्लाईवुड पर भारतीय मानक में आवश्यक किसी भी बदलाव पर कोई टिप्पणी नहीं। हालाँकि, पुनरावृत्ति चक्र के लिए अध्ययन पहले से ही IWST के तहत चल रहा है।
ii) IS - 4990 में निर्माण की स्थिति बोरिक एसिड या बोरेक्स आदि द्वारा विनियर के उपचार की आवश्यकता होती है या CCA या ACA परिरक्षक के 12 किग्रा / सीबीएम दबाव संसेचन की आवश्यकता होती है, जो अव्यावहारिक होने के अलावा आवश्यक भी नहीं है। साइट पर प्राप्त प्लाईवुड का उपयोग और विनाश अधिकतम 3-4 महीनों के भीतर किया जाता है और लैंडफिल में चला जाता है। इतने कम समय में किसी भी दीमक के संक्रमण और विनाश का कोई खतरा नहीं है और वास्तव में यह आवश्यक नहीं है। साथ ही, कृपया इस तथ्य को ध्यान में रखें कि उत्पादक मिलों के पास न तो संयंत्र और मशीनों के संदर्भ में तकनीकी क्षमता है और न ही अंतिम उपयोग की आवश्यकता है कि ऐसे प्लाईवुड में लागत बढ़ाई जाए या आपूर्ति श्रृंखला को प्रतिबंधित किया जाए जो अनिवार्य रूप से साइट पर एक अल्पकालिक उपभोग योग्य है, विशेष रूप से रसायनों के संसेचन को मजबूर करके जब ऐसे सभी रसायन अंततः जमीन की मिट्टी को प्रदूषित करेंगे।
WG की संस्तुतिः 12kg/m3 के परिरक्षक प्रतिधारण में प्रस्तावित परिवर्तनों के लिए किसी भी सहायक साक्ष्य/डेटा के बिना आईएस 4990 में किसी भी बदलाव की सिफारिश नहीं की जाती है।
6) FIPPI की टिप्पणी
प्लाईवुड शीट (4 मिमी से कम) किसी भी बीआईएस प्लाईवुड विनिर्देश में शामिल नहीं हैं।
WG की संस्तुतिः आईएस 303: 2024 में यह स्पष्ट करने के लिए उपयुक्त नोट जोड़ा जाएगा कि 4 मिमी तक और इसमें शामिल प्लाईवुड जिसका उपयोग केवल विनियर्ड डेकोरेटिव प्लाईवुड के लिए आधार के रूप में किया जाता है, आईएस 1328 में निर्दिष्ट आवश्यकताओं के अनुरूप होगा।
7) टिप्पणी एक्जिमकॉर्प इंडिया प्राइवेट - आईएस 303, आईएस 4990 और आईएस 1328 पर
i) किसी भी प्लाईवुड की कार्यात्मक उपयोगिता उपयोगकर्ता के दृष्टिकोण से निर्णायक कारक है। इसमें हस्तक्षेप नहीं किया जाना चाहिए। क्या हम यह कहना चाहते हैं कि कॉफ़िन बनाने के लिए इस्तेमाल की जाने वाली प्लाईवुड या एमडीएफ या पीबी या सॉलिड लकड़ी को भी बीआईएस सील की आवश्यकता होती है? और, हमारे देश में ताबूतों की न्यूनतम संख्या कम से कम 25 लाख है (20 करोड़ आबादी और 75 साल का जीवन चक्र संख्या के आधार पर)।
WG की संस्तुतिः कंक्रीट शटरिंग कार्यों के लिए प्लाईवुड पर भारतीय मानक में आवश्यक किसी भी बदलाव पर कोई टिप्पणी नहीं है।
iii) फेनोलिक रेजिन बॉन्डेड प्लाईवुड में, माइकोलॉजिकल टेस्ट में अनुरूपता से बचा जा सकता है।
WG की संस्तुतिः अंतिम उत्पाद में पहचान करना मुश्किल है। इसलिए सहमत नहीं है।
iv) बीआईएस मानकों को प्रदान करने में भ्रांति को समझने के लिए, यह वांछनीय है कि (i) प्लाईवुड की पूरी शीट को दो फेस के नीचे से विनीर्स की प्रत्येक परत को हटाकर साफ़ किया जाए, ताकि यह देखा जा सके कि यह वास्तव में अनुपालन करता है या नहीं और (ii) 0.18 मिमी के फेस विनीर्स या फिंगर जॉइंट वाले कोर विनीर्स के मैकेनिकल फेलिंग लोड का भी परीक्षण किया जाए ताकि यह देखा जा सके कि प्लांटेशन वुड का उपयोग करके बीआईएस अनुपालित प्लाईवुड का उत्पादन करना व्यवहार्य है या नहीं।
WG की संस्तुतिः प्लाईवुड पर नवीनतम भारतीय मानकों के अनुसार अंतिम उत्पाद परीक्षण आवश्यक है।
vii) आईएस - 1328 वेनीर्ड डेकोरेटिव प्लाईवुड-विनिर्देश में, उपयोग किए जाने वाले वेनीर्स की न्यूनतम मोटाई निर्दिष्ट की जानी चाहिए और 1 मिमी की ऊपरी सीमा को हटा दिया जाना चाहिए क्योंकि ऐसे उपयोगकर्ता हैं जिन्हें प्लाईवुड में 2 मिमी मोटी स्लाइस या सॉन वेनीर्स या लकड़ी की पट्टी की आवश्यकता होती है। इन दिनों फेस वेनीर्स की मोटाई 0.12 मिमी तक गिर गई है, इस तथ्य की परवाह किए बिना कि यह ग्राहकों के विश्वास के साथ धोखा है।
WG की संस्तुतिः IS 1328 के संशोधन के लिए संशोधित मसौदा पहले ही व्यापक प्रसार के लिए स्वीकृत हो चुका है।
8) टिप्पणी वुड टेक्नोलॉजिस्ट एसोसिएशन - IS 303, IS 710 और IS 4990 पर
ii) कृपया खंड संख्या 7.1.1, प्लाईवुड बनाने में उपयोग से पहले विनियर के लिए उपचार देखें और नए IS 303: 2024 के अनुलग्नक B को भी देखें। वर्तमान में, भारत में अधिकांश निर्माता सामान्य प्रयोजनों के लिए प्लाईवुड बनाने के लिए पोपलर (पॉपुलस एसपीपी), नीलगिरी (युकालिप्टस) और रबर वुड (हेविया ब्रासिलिएन्सिस) का उपयोग करते हैं। कृपया IS 303: 1989 संस्करण के अनुलग्नक B खंड 6.1 को भी देखें। 989 संस्करण में, दो प्रकार की लकड़ी सूचीबद्ध हैं। एक टिकाऊ प्रजाति है और दूसरी गैर-टिकाऊ प्रजाति / सैपवुड है, जिसे डैगर ( ) चिह्न के साथ हाइलाइट किया गया है। जैसा कि हमने देखा, नए विनिर्देश में, लकड़ी की कोई प्रजाति नहीं है ऊपर उल्लिखित तीन प्रजातियों सहित, सैपवुड या गैर-टिकाऊ प्रजातियों के रूप में हाइलाइट नहीं किए गए हैं। हमें लगता है कि इन प्रजातियों के लिए किसी परिरक्षक उपचार की आवश्यकता नहीं है। इसलिए कृपया ‘‘क्लॉज नंबर 7.1.1 जोड़ें। यानी प्लाईवुड बनाने में उपयोग किए जाने वाले पोपलर, नीलगिरी और रबर की लकड़ी के लिए उपचार लागू नहीं है‘‘।
WG की संस्तुतिः IS 303: 2024 के अनुसार, प्लाईवुड निर्माण में उपयोग की जाने वाली सभी प्रजातियों के गैर-टिकाऊ प्रजातियों और सैपवुड से बने विनियर को बोरिक एसिड या बोरेक्स-आधारित यौगिक के साथ उपचारित किया जाना चाहिए। भारतीय प्लाईवुड निर्माता अक्सर प्लांटेशन प्रजातियों से विनियर का उपयोग करते हैं, जो भारतीय जलवायु परिस्थितियों में अत्यधिक टिकाऊ नहीं होते हैं। इसलिए, इन उद्योगों ने लंबे समय से बोरिक एसिड और बोरेक्स की संरचना का उपयोग करके एक सरल रासायनिक उपचार अपनाया है, जिसे पर्यावरण के अनुकूल माना जाता है।
v) कृपया आयामी आवश्यकता के लिए तालिका 3, खंड 8.4 देखें। महोदय, हम आपसे अनुरोध करते हैं कि 6 मिमी और उससे अधिक मोटाई के लिए सहनशीलता र्को ±10 प्रतिशत तक बढ़ाएँ क्योंकि हमारे उत्पाद कृशि वानिकी विनयर्स पर आधारित हैं और यद्यपि निर्माताओं के पास अच्छा बुनियादी ढांचा है, कभी-कभी, लकड़ी की प्रकृति के कारण, सामग्री सहनशीलर्ता ±5 प्रतिशत मानदंड का पालन करने में विफल हो जाती है। कृपया प्लाईवुड बनाने को MDF या पार्टिकल बोर्ड निर्माण के साथ भ्रमित न करें।
WG की संस्तुतिः सहमत नहीं।
vi) कृपया क्लॉज 11.3.2, माइकोलॉजिकल टेस्ट देखें, जो नियंत्रित परिस्थितियों में प्लाईवुड पर फंगल हमलों के साथ-साथ चिपकने वाले बंधन पर उनके प्रभावों के लिए है। कृपया हमारे बिंदु बी को देखें, क्योंकि इस्तेमाल की गई लकड़ी की प्रजाति सैपवुड नहीं है और इसका उपचार भी नहीं किया जाता है। इसलिए प्लाईवुड पर फंगल प्रभावों और प्लाई के आसंजन (चिपकने वाला बंधन) की जाँच करने की आवश्यकता को हटा दिया गया है क्योंकि यह पहले से ही कच्चे माल के परीक्षण यानी क्लॉज 6.2 के दौरान कवर किया गया है। हमें लगता है कि क्लॉज 11.3.2 प्लाईवुड और प्लाईवुड आधारित उत्पादों के लिए अनावश्यक है। इस प्रकार का सशर्त परीक्षण मध्यम घनत्व फाइबर बोर्ड IS 12406 और पार्टिकल बोर्ड के लिए IS 3129 जैसे वैकल्पिक उत्पाद श्रेणियों के लिए भी उपलब्ध नहीं है।
WG की संस्तुतिः सहमत नहीं।
vii) जैसा कि आपके द्वारा प्रस्तुत नए विनिर्देश BWP ग्रेड में उल्लेख किया गया है, जो वास्तव में एक सराहनीय कार्य है। WTA आपसे अनुरोध करता है कि भारी रासायनिक प्रतिधारण के कारण घरेलू बाजार में IS 710 यानी मरीन प्लाईवुड पर प्रतिबंध लगा दें। यह अंतिम उपयोगकर्ताओं के लिए हानिकारक है और वास्तव में घरेलू बाजार में इसकी आवश्यकता नहीं है।
WG की संस्तुतिः यह इस समिति का कार्यक्षेत्र नहीं है।
b) IS 710: 2024 मरीन प्लाईवुड
पद्धमहोदय, कृपया खंड 4.2, एडह्सिव जिसके अनुसार, विनियर को जोड़ने के लिए उपयोग किया जाने वाला एडह्सिव IS 848 के अनुरूप होना चाहिए। इसका मतलब है कि खंड 9.4, शुष्क अवस्था में गोंद आसंजन और 9.5, जल प्रतिरोध परीक्षण परीक्षणों की पुनरावृत्ति हैं। आपसे अनुरोध है कि कृपया इसकी समीक्षा करें और IS 710:2024 से खंड 9.4 और 9.5 को हटा दें।

WG की अनुशंसाः IS 710 (जो केवल समुद्री (मेरीन) अनुप्रयोग के लिए है) के लिए सहमत नहीं है। साथ ही, यदि एडह्सिव निर्माता के निर्देशानुसार तैयार नहीं किया जाएगा तो गुण भिन्न हो सकते हैं।
ii) कृपया खंड 5.3, देखे ट्रीटमेंट। जिसमें दबाव संसेचन प्रक्रिया द्वारा बोर्ड पर एक परिरक्षक इंजेक्ट किया जाता है ताकि रासायनिक 12 kg/m3 की न्यूनतम अवधारण प्राप्त की जा सके। व्यावहारिक रूप से जब निर्माता समुद्री प्लाईवुड (मेरीन) बोर्ड बनाता उदाहरण के लिए, 12 मिमी की मोटाई वाला, बोर्ड बनाने के बाद, खंड 5.3 के आधार पर उपचार प्रदान किया जाता है। बोर्ड रासायनिक घोल को अवशोषित करता है और रसायन की अवशोषण क्षमता के कारण, बोर्ड की मोटाई बढ़ जाती है जिसके परिणामस्वरूप IS 710:2024 की तालिका 1 के खंड 6.4 के अनुसार मोटाई सहिष्णुता मानदंड में बोर्ड की विफलता होती है। आपसे अनुरोध है कि अंतिम उत्पाद उपचार के बजाय भिगोने की विधि (विनियर उपचार) जैसे वैकल्पिक उपचार विधियों को शामिल करें। भले ही बोर्ड को इस खंड के अनुसार उपचारित किया गया हो, यह खंड 9.3 का उल्लंघन होगा जिसके अनुसार, बोर्ड की अंतिम नमी 15 प्रतिशत से अधिक नहीं होनी चाहिए और 5 प्रतिशत से कम नहीं होनी चाहिए। कृपया इस खंड की समीक्षा करें।
WG की संस्तुतिः 12kg/m3 के परिरक्षक अवधारण में प्रस्तावित परिवर्तनों के लिए किसी भी सहायक साक्ष्य/डेटा के बिना IS 710 (जो केवल समुद्री अनुप्रयोग के लिए है) में किसी भी परिवर्तन की संस्तुति नहीं की जाती है।
c) IS 4990: 2024 कंक्रीट शटरिंग कार्यों के लिए प्लाईवुड
ii) कृपया खंड 6.6 देखें, जिसके अनुसार परिरक्षक उपचार 12 kg/m3की न्यूनतम रासायनिक अवधारण के साथ जो समुद्री प्लाईवुड के समान है प्लाईवुड बोर्ड को बनाने के बाद दिया जाए, जब निर्माता फिल्म ओवरले के बिना शटरिंग प्लाईवुड बोर्ड बनाता है। उदाहरण के लिए, अगर 12 मिमी की मोटाई और खंड 6.6 के अनुसार उपचार प्रदान किया गया। बोर्ड रासायनिक घोल को अवशोषित करता है और रसायन की अवशोषण क्षमता के कारण, बोर्ड की मोटाई बढ़ जाती है। जिसके परिणामस्वरूप IS 4990:2024 की तालिका 1 के खंड 7.4 के अनुसार मोटाई सहिष्णुता मानदंड में बोर्ड की विफलता होती है। आपसे अनुरोध है कि अंतिम उत्पाद उपचार के बजाय भिगोने की विधि (विनियर उपचार) जैसी वैकल्पिक उपचार विधियाँ जोड़ें। भले ही बोर्ड को इस खंड के अनुसार उपचारित किया जाता है, लेकिन यह खंड 10.3 का उल्लंघन होगा, जिसके अनुसार, बोर्ड की अंतिम नमी सामग्री 15: से अधिक नहीं होनी चाहिए और 5 प्रतिशत से कम भी नहीं होनी चाहिए। कृपया इस खंड की समीक्षा करें।
WG की संस्तुतिः 12 kg/m3 के परिरक्षक प्रतिधारण में प्रस्तावित परिवर्तनों के लिए किसी भी सहायक साक्ष्य/डेटा के बिना आईएस 4990 (जो केवल समुद्री अनुप्रयोग के लिए है) में किसी भी बदलाव की सिफारिश नहीं की जाती है। हालाँकि, भिगोने की विधि को वैकल्पिक उपचार विधि के रूप में जोड़ा जा सकता है।
iii) कृपया खंड 6.7 देखें, जिसमें कहा गया है कि ‘‘फिल्म को निर्माण के बाद परिरक्षक उपचारित प्लाईवुड की सतह पर लगाया जाएगा। दबाव इस तरह होना चाहिए कि फिल्म समान रूप से पिघल जाए और प्लाईवुड पर एक चिकनी और कठोर सतह में समाप्त हो जाएष्। भारत में 99 प्रतिशत निर्माता बोर्ड बनाने के बाद फिल्म चिपकाने के लिए कैलिब्रेटर मशीन और शॉर्ट साइकिललेमिनेशन हॉट प्रेस की आवश्यकता के कारण विनियर की असेंबली के दौरान सीधे फिल्म ओवरले लगाते हैं। यह एक चीनी तकनीक है और भारत में इसे नहीं अपनाया जाता है। आपसे अनुरोध है कि असेंबली और हॉट प्रेसिंग प्रक्रिया के दौरान फिल्म ओवरले चिपकाने की अनुमति दें।
WG की संस्तुतिः प्राप्त टिप्पणी के अनुसार विनिर्माण प्रक्रिया में संशोधन किया जा सकता है।
iv) लकड़ी के लट्ठों को काटते और छीलते समय लगभग 20 प्रतिशत लकड़ी छोटे-छोटे टुकड़ों में बदल जाती है, जिसका उपयोग अब तक निर्माता बी ग्रेड प्रकार के ब्लॉक बोर्ड और फ्लश डोर में करते थे, भले ही यह सामग्री ‘‘अच्छी सामग्री‘‘ के मामले में थोड़ी कम गुणवत्ता वाली हो। लेकिन इस तरह लकड़ी को बर्बाद न करके और कम गुणवत्ता की सामग्री बनाकर देश में हो रही कृषि-वानिकी क्रांति को बढ़ावा दिया जा रहा है और जरूरतमंद लोगों को थोड़ी सस्ती सामग्री उपलब्ध कराई जा रही है। विनिर्देश तैयार करते समय, कृपया अपने एजेंडे में लकड़ी आधारित उद्योग में उत्पादित सामग्री के लगभग 20 प्रतिशत, विशेष रूप से प्लाईवुड, ब्लॉक बोर्ड और फ्लश डोर के लिए हल्के विनिर्देशों का निर्माण शामिल करें। हम एक बार फिर राष्ट्रीय उत्पाद विनिर्देशों को बेहतर बनाने के लिए आपके द्वारा किए गए प्रयासों के लिए आपको धन्यवाद देते हैं जो उद्योग में एक नई क्रांति लाएगा।
WG की संस्तुति: IS: 2024 में संशोधन के लिए बिंदु 2 में पहले से ही सिफारिश की गई है।
अंत में, कार्य समूह ने बीआईएस सचिवालय से IS 303: 2024 में संशोधन संख्या-1 का मसौदा तैयार करने और अध्यक्ष, सीईडी 20 के अनुमोदन से अनुभागीय समिति, सीईडी 20 की पिछली (32वीं) बैठक में लिए गए निर्णय के अनुसार मसौदा संशोधन को संसाधित करने का अनुरोध किया।
👇 Please Note 👇
Thank you for reading our article!
If you don’t received industries updates, News & our daily articles
please Whatsapp your Wapp No. or V Card on 8278298592, your number will be added in our broadcasting list.



Ply insight launched on March 2018 with a vision to make a platform to collaborate plywood MDF, Laminate, machinery manufactures with dealers in the Trade.
Categories
Useful Links
Follow Us