

BUREAU OF INDIAN STANDARDS Recommendations of Working Group (For Plywood Standards)
- August 7, 2024
- 0
A meeting of the working group related to standards on plywood and resin adhesives Hosted by BIS was held on 28th June, 2024. Dr. M P Singh, Director, IWST and Chairman CED 20 the welcomed all the members and took up the agenda items for discussion.
Members Present:
1) Dr. M P Singh, Director, IWST / 2) Dr. C.N. Pandey, FIPPI / 3) Shri Jaydeep Chitlangia, MD, Duroply Industries Ltd, FIPPI / 4) Shri Purshottam Sharma, Greenpanel Industries Limited, FIPPI / 5) Shri Sh. Moiz Wagh, M.D, Hunsur Plywood Works Pvt Ltd, SIPMA / 6) Dr. S.K.Nath, Ex. Joint Director, IPIRTI, In-personal Capacity / 7) Ms. Sujatha D, Scientist-G & HoD, PPPT Division, IWST / 8) Shri Anand Nandanwar, Scientist-F, IWST / 9) Shri Narasimaha Murthy, Scientist-E, IWST / 10) Shri Pradeep Singh Shekhawat, Scientist-D & Joint Director, BIS, Member Secretary of CED 20
Based on discussions held during the meeting, the recommendation of the Working Group on Comments related to IS 303 – Plywood for General Purposes ― Specification, IS 710 – Marine Plywood – Specification and IS 4990 – Shuttering Plywood – Specification are given below:
1) Comment from FIPPI
IS 303 may be classified into different groups based on bending strength properties of plywood. An international standards can be referred for reference purpose. (EN 636:2015-05).
2) Comments from IWST
In IS 303, can be revised based on strength limits stating direct MoR/MoE Values in steps of 5 / 500 N/mm2 for less than 60 /6000 N/mm2 and in steps of 10/1000N/mm2 after words for better understanding.
Recommendation of WG for Point 1 and 2:
The Table 4 of IS 303: 2024 will be modified in terms of Bending Class as follows:
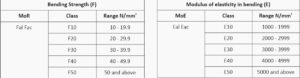
For a given plywood, the four classes shall be given according to the following sequence:
Strength in length direction/strength in width direction/modulus in length direction/modulus in width direction.
EXAMPLE:
(MoR – Along) fal = 22.4 N/mm2, (MoR- Across) fac = 36.9 N/mm2,
(MoE – Along) Eal= 2850 N/mm2 and (MoE – Across) Eac = 4200 N/mm2. The classes are expressed as: (MoR) F 20/35, (MoE) E 25/40.
The Bending Class as mentioned above shall be the part of marking on Plywood.
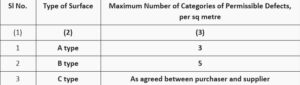
Table 2 Permissible Categories of Defects in surface
(Clause 5.2)
5) Comments from TeamTech Formwok Solutions Pvt. Ltd. And Paschal Formwork (India) Pvt. Ltd.:
i) The 15mm thickness Birch plywood is manufactured exclusive for Formwork industry and no Indian plywood manufacturer is manufacturing this thickness. General sizes available in India is 12, 18, 21 mm thickness. The imported Birch plywood will give around 250 repetitions whereas Indian plywood gives hardly 7-8 repetitions.

Recommendation of WG: No comment on any changes required in Indian Standard on Plywood for concrete shuttering works. However, the study for repetition cycle is already going on under IWST.
ii) The condition of manufacture in IS — 4990 requiring treatment of veneers by Boric Acid or Borax etc. or pressure impregnation 12 kg/cbm of CCA or ACA preservative is also not necessary besides being unpractical. The Plywood received at Site is used and destructed within 3-4 months at most and finds its way to landfills. There is no risk of any termite infestation and destruction in such short time and is really not necessary. Also, please take in to consideration the fact that producers mills neither have technical capability in terms of plant and machines nor an end use necessity that cost should be escalated or supply chain restricted in such Plywood which is essentially a short term consumable at Site by compelling the Chemicals impregnation particularly when all such chemicals would eventually pollute the ground soil in the end.
Recommendation of WG: Not recommended on any changes in IS 4990 without any supporting evidence/data for proposed changes in preservative retention of 12kg/m3.
6) Comment from FIPPI
Plywood sheets (less than 4mm) not covered in any of the BIS plywood specification.
Recommendation of WG: Suitable note will be added in IS 303: 2024 to clarify that the plywood upto and including 4 mm used solely as the base for Veneered Decorative Plywood shall conform to the requirements specified in IS 1328.
7) Comments Eximcorp India Pvt on IS 303, IS 4990 and IS 1328:
i) The functional utility of any Plywood is deciding factor from user’s perspective. It should not be interfered. Do, we want to say that Plywood or MDF or PB or Solid timber used to make a Coffin also requires BIS seal? And, minimum number of coffins in our country is minimum 25 Lakhs (20 Crore populations and life cycle of 75 years will validate the numbers).
Recommendation of WG: No comment on any changes required in Indian Standard on Plywood for concrete shuttering works.
iii. In a Phenolic resin bonded Plywood, the conformity in mycological test can be avoided.
Recommendation of WG: Difficult to identify in final product. So not agreed.
To understand the fallacy in granting BIS standards, it is desirable that the (i) Whole sheet of Plywood is scrubbed by removing each layer of Veneers underneath the two faces to see, if it really compliant or not and (ii) the mechanical failing load of face veneers of 0.18mm or core veneers having finger joints is also tested to see if it is feasible to produce BIS compliant plywood using the plantation wood.
Recommendation of WG: Final product testing is required as per latest Indian Standards on Plywood.
vii) In IS – 1328 Veneered Decorative Plywood -Specification, the minimum thickness of veneer to be used should be specified and the upper limit of 1mm should be removed because there are users who require 2mm thick sliced or sawn veneer or wood strip in Plywood. The face veneer thickness has dropped down to 0.12mm also these days without caring for the fact that it is a fraud with customers trust.
Recommendation of WG: Revised draft for revision of IS 1328 already approved for wide-circulation.
8) Comments Wood Technologist Association on IS 303, IS 710 and IS 4990:
ii) Kindly refer to clause number 7.1.1 , Treatment for Veneer before it’s use in making plywood and also refer Annex. B of new IS 303:2024. At present, majority of manufacturers in India use Poplar (Populus spp.), Eucalyptus (Eucalyptus) and Rubber Wood (Hevea brasiliensis) for making Plywood for general purposes. Please also refer the Annex B Clause 6.1 of IS 303:1989 version. In the 989 version, two types of timber are listed. One is a durable species and the other one is a non- durable species / sapwood, highlighted with dagger ( ) sign. As noticed by us, the new specification, no species of timber including the three mentioned above, are not highlighted as sapwood or non durable species. We think that no preservative treatment is required for these species. Hence please add “Clause number 7.1.1. i.e. Treatment is not applicable for Poplar, Eucalyptus and Rubber wood if used in making plywood”
Recommendation of WG: As per IS 303: 2024, veneers from non-durable species and sapwood of all species used in plywood manufacturing must be treated with a boric acid or borax-based compound. Indian plywood manufacturers often use veneers from plantation species, which are not highly durable under Indian climatic conditions. Therefore, these industries have long adopted a simple chemical treatment using a composition of boric acid and borax, which is considered eco-friendly.
v) Please refer Table 3, clause 8.4 for the dimensional requirement. Sir we hereby request you to increase the tolerance of thickness for 6mm and above by ± 10% as our products are based on Argo forestry veneers and though manufacturers have good infrastructure, sometimes, because of the nature of the wood, the material fails to comply with the tolerance ± 5% criteria. Kindly do not confuse plywood making with MDF or Particle Board manufacturing.
Recommendation of WG: Not agreed.
vi) Kindly refer clause 11.3.2, Mycological test, which is meant for fungal attacks on plywood in controlled conditions as well as their effects on adhesive bonding. Please refer our point b, as the used timber specie is not sapwood and is also not treated. Hence removing the need to check fungal effects on plywood and also on the adhesion of plies (Adhesive bonding) as it has already been covered during Raw Material testing i.e. clause 6.2. We think Clause 11.3.2 is unnecessary for plywood and plywood based products. This type of conditional test is also not available for alternate product ranges like Medium Density Fibre Board IS 12406 and IS 3129 for Particle Boards.
Recommendation of WG: Not agreed.
vii) As mentioned in the new specification BWP grades, introduced by you which is indeed a commendable piece of work. WTA is requests you to ban IS 710 i.e. Marine Plywood in domestic market because of heavy chemical retention. This is harmful to end users and actually not needed in the domestic market.
Recommendation of WG: Not is the scope of this Committee.
b) IS 710: 2024 Marine Plywood
Sir, please refer clause 4.2, Adhesive, according to which, adhesive used for bonding the veneer shall be conforming to IS 848. That means clauses 9.4, Glue Adhesion in Dry State and 9.5, Water resistance test are repetition of tests. You are kindly requested to review this and delete clauses 9.4 and 9.5 from IS 710:2024.

Recommendation of WG: Not agreed for IS 710 (which is for marine application only). Also, the properties may vary if adhesive will not prepared as per manufacturer’s instruction.
ii)Kindly refer clause 5.3, Treatment in which a preservative is injected on a board by the pressure impregnation process to achieve a minimum retention of chemical 12 kg/m3. Practically when the manufacture makes a Marine Plywood Board, for example, one with the thickness of 12mm, after making the board, the treatment provided based on clause 5.3. The board absorbs the chemical solution and because of the absorbency of the chemical, the thickness of the board increases resulting in the failure of the board in the thickness tolerance criteria as per clause 6.4, Table 1 of IS 710:2024. You are requested to add alternative treatment methods like the soaking method (veneer treatment) instead of final product treatment. Even if a board is treated according to this clause, it will be violating clause 9.3 according to which, the final moisture content of board shall not exceed 15% and should also not be less than 5%. Kindly review this clause.
Recommendation of WG: Not recommended on any changes in IS 710 (which is for marine application only) without any supporting evidence/data for proposed changes in preservative retention of 12kg/m3.
c) IS 4990: 2024 Plywood for concrete shuttering works
ii) Please refer to clause 6.6, according to which the preservative treatment shall be given after making the plywood board with the minimum chemical retention of 12 kg/m3 which is similar to the marine plywood when the manufacturer makes shuttering plywood board without film overlay. For example, a thickness of 12mm and provided treatment as per clause 6.6. The board absorbs the chemical solution and because of absorbency of the chemical, the thickness of the board increases. Resulting in the board’s failure in the thickness tolerance criteria as per clause 7.4, Table 1 of IS 4990:2024. You are requested to add alternative treatment methods like the soaking method (veneer treatment) instead of final product treatment. Even if a board is treated according to this clause, it will be violating clause 10.3 according to which, the final moisture content of board shall not exceed 15% and should also not be less than 5%. Kindly review this clause.
Recommendation of WG: Not recommended on any changes in IS 4990 (which is for marine application only) without any supporting evidence/data for proposed changes in preservative retention of 12kg/m3. However, Soaking method may be added as alternative treatment method.
iii) Please refer clause 6.7 which says “The film shall be applied on the surface of preservative treated plywood after manufacture. The pressing shall be such that the film uniformly melts and finishes into a smooth and hard surface on the plywood”. In India 99% of manufacturers apply the film overlay directly during the assembly of veneers because of the need for a calibrator machine and a short cycle lamination hot press for pasting the film after making the board. This is a Chinese technique and is not adopted in India. You are requested to allow the pasting of film overlays during the assembly and hot pressing process.
Recommendation of WG: Manufacturing process may be modified as per comment received.
iv)While cutting and peeling wooden logs, about 20 percent of the wood is converted into small pieces, which, until now, were used by manufacturers in B grade type block boards and flush doors even though this material is of slightly lesser quality in terms of “good material”. But in this way, by not wasting wood and making materials of lesser quality, the agro-forestry revolution taking place in the country is being promoted and slightly cheaper material is being made available to the needy people. Whileformulating the specifications, kindly include in your agenda, the creation of lighter specifications for about 20 per cent of the material produced in the wood based industry, especially plywood, block board and flush doors. We once again thank you for the efforts you have made to improve the national product specifications which will bring a new revolution to the industry.
Recommendation of WG: Already recommended in point 2 for modification in IS 303: 2024.
In the end, the working group requested BIS Secretariat to prepare a draft Amendment No.-1 to IS 303: 2024 and process the draft amendment as per decision taken in the last(32nd) meeting of the Sectional Committee, CED 20 with approval of the Chairman, CED 20.
👇 Please Note 👇
Thank you for reading our article!
If you don’t received industries updates, News & our daily articles
please Whatsapp your Wapp No. or V Card on 8278298592, your number will be added in our broadcasting list.



Ply insight launched on March 2018 with a vision to make a platform to collaborate plywood MDF, Laminate, machinery manufactures with dealers in the Trade.
Categories
Useful Links
Follow Us