
Role of Kettle in Resin Manufacturing
- December 15, 2023
- 0
While manufacturing plywood may seem a straightforward task, but plywood of high quality requires careful attention to many factors. Just as blood plays a crucial role in the human body, resin plays a vital role in plywood. Let’s delve into the methods of resin production.
Resin Manufacturing: First and foremost, when we produce U.F or P.F resin, it is essential to ensure the accuracy of our resin kettle and it’s cooling and heating system. Otherwise, the resin may not undergo the proper reaction. It is also crucial to check if the resin kettle temperature gauge is accurate. Some people rely solely on the gauge, and we may not achieve the necessary temperature in the kettle, it may be either too low or too high. This can result inadequate or excessive reactions in the resin, leading to poor-quality resin. To address this, the temperature gauge of the kettle should be calibrated to give us accurate temperature information.
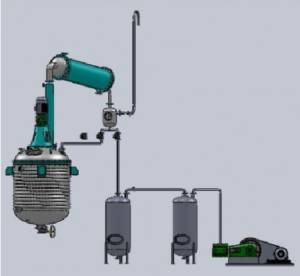 In many industries, it has been observed that resin operators, produce resin in a hurry at temperatures ranging from 90°-100°C, which is highly dangerous. Because the resin boils in it without proper reaction. Ideally, resin should be allowed to undergo a slow reaction at 80°-85°C.
In many industries, it has been observed that resin operators, produce resin in a hurry at temperatures ranging from 90°-100°C, which is highly dangerous. Because the resin boils in it without proper reaction. Ideally, resin should be allowed to undergo a slow reaction at 80°-85°C.
In U.F resin, urea and formalin should be mixed in a 1:2.5 ratio, while in P.F resin, phenol and formalin should be mixed in a 1:1.8 ratio. Although there are various options to reduce costs, but the proportion should not be tampered with normally.
Finally, before cooling the resin, it is crucial to pay full care to water tolerance and viscosity. Otherwise, the resin may start thickening too quickly or face bonding issues if not managed properly.
Points to Consider When Making Glue: Most people use flour in U.F resin and coconut shell powder in P.F resin while making glue, which is correct. But, nowadays, there are many alternatives in the market, whose formulation neither do we know nor does any vendor or producer tell us. We judge the glue only by its flow time, we don’t know if there is any chemical in it that increases the viscosity of our resin but whether it is having any impact on bonding, which we only find out after the plywood is made. Therefore, any material we use it’s testing is essential.
In glue production, we must mix for a minimum of 30 minutes to ensure that the resin is mixed properly. After that, it is necessary to measure the flow time using a B6 cup, which should be at least 12 seconds. This is because if your glue is not thick enough, it may not be able to fill the fibers of the core properly, leading to weak bonding of the ply.

Hot Pressing Process: When making plywood, the following points are primarily kept in mind during the hot pressing process:
- Temperature
- Pressure
- Time
We should maintain the temperature, pressure, and time according to the type of plywood we are producing. Otherwise, a quality product cannot be made. To ensure this, it is important to calibrate the temperature and pressure gauge of our press regularly from time to time.
The mistakes we make in resin or in the pressing process have a significant impact on our product.
Common Mistakes
- Making the resin at higher temperatures.
- Thinning of the glue.
- Low or High temperature in the press.
- Low/High pressure.
- Insufficient time.
Impact
- Water tolerance will be less, resulting in weak bonding of the plywood.
- The glue won’t fill the fibers on the surface of the core, resulting in weak bonding.
- The resin won’t set properly if the temp. is low, leading to weak bonding in the plywood. Excessive temperature can band the plywood.
- Insufficient pressure will result in weak bonding in the plywood, while excessive pressure will lead to thickness variation.
- The temperature inside the plywood will not penetrate which will result in weak bonding of the inner layers.



Ply insight launched on March 2018 with a vision to make a platform to collaborate plywood MDF, Laminate, machinery manufactures with dealers in the Trade.
Categories
Useful Links
Follow Us