

UREA-FREE GLUE: NUR TECHNOLOGY FOR PLYWOOD, MDF & PARTICLE BOARDS
- February 9, 2026
- 0
- What is Urea-Free resin/glue?
Urea-Free resin technology is being practiced by Vaidya in India since 2023 May. It is a resin technology which does not use urea as raw material in resin making or glue mixing process.
- What is the uniqueness of this resin/glue?
NUR is a two-part glue mixing system which is very versatile and a factory can work on cost-efficient glue-mixing systems, based on the two individual parts of the glue system. A factory can obtain IS-303 conforming MR Grade plywood product at 100:150 & 100:200, depending on their local work factors and process parameters. So, the glue system is very versatile and cost-friendly.
- Why is NUR recommended for the wood-based panel industries?
Once the NUR glue system is mastered in a factory, its versatility and flexibility of glue mixing combinations provide factories the “power” and “choice” to design their own costing and glue-mixing standards. Factories can work with 25:75, 33:67, or 40:60 glue-mixing ratios based on their efficient implementation of the NUR system. On a per Kg material costing basis, the glue system can be implemented at a costing range of ₹ 16.00 per Kg to ₹ 20.00 per Kg, based on each factory’s work & processing efficiency.
- Does NUR glue technology work for Particle Boards also?
Yes, NUR glue technology works in Particle Boards too. However, glue-mixing and glue-transfer arrangements have to be precisely planned and implemented for the same. The glue system has to be used unchanged and unaltered, with high viscosity blending process arrangements.
- What are the crucial parameters in a factory, in order to implement NUR glue technology?
A. GLUE-MIXING: The primary parameter is glue-mixing. Success of the NUR glue technology entirely depends on the success of the glue-mixing efficiency. It is during glue-mixing, that the BIO “cross-links” completely with the synthetic thermoset resin. Inefficiency in this process will automatically make the glue weak. In NUR glue system, we are not mixing two parts of resins, but we are “crosslinking” 2 polymers during glue-mixing, to make it a homogenous polymer.
B. PRECISION WEIGHTS & MEASURES: It is another crucial parameter for precise costing and consistency of costing. Any changes in weights & measures would lead to inconsistent results.

C. MATERIAL TRANSFER SYSTEMS: The BIO Crosslinker, is a viscous, grease-like material, which has to be handled using wide-mouth open drums. BIO has to be transferred using positive displacement screw-pump arrangements for ease-of-handling, and ease-of-work. This works with PB factories also, if they implement screw-pump based material-transfer to the glue-mixer, and from the glue-mixer to the particle-blender. Precise planning of material handling arrangements makes implementation easy and efficient.
D. RESIN KETTLE: The resin kettle has to be designed/rectified in such a way that thick, grease-like glue can be handled efficiently with homogenous mixing. Anchor type stirrer blades covering 80% of the kettle inner height, is recommended.
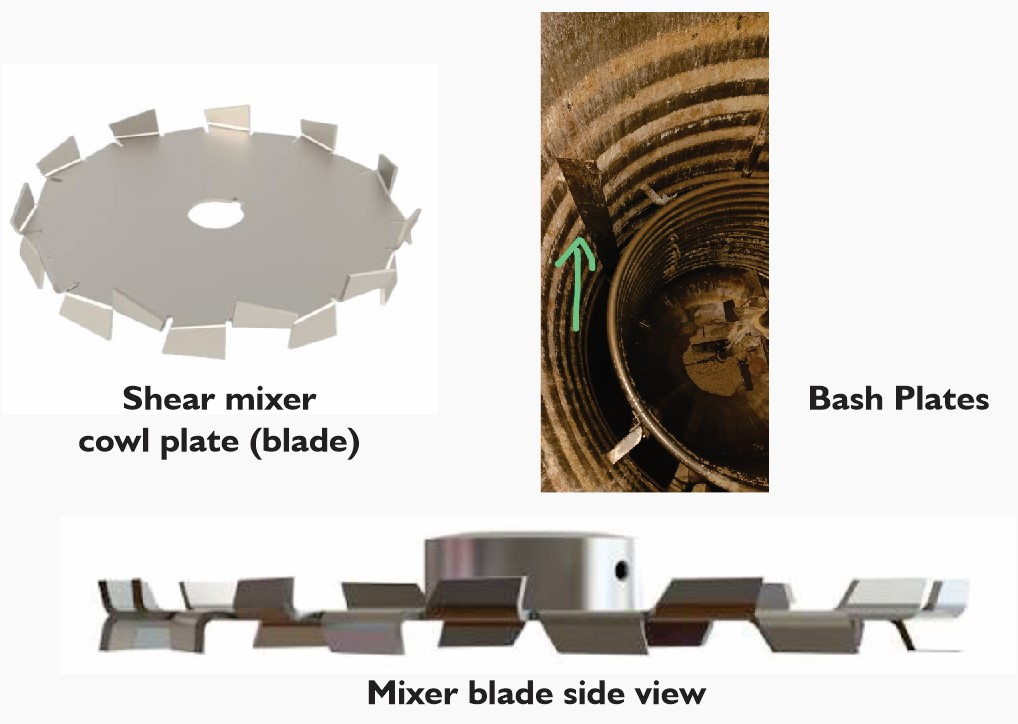
Screw-pump (specification – grease transfer) unloading & transfer with air-compressor (especially in glue kettles with inner coil) system is recommended. 4 bash-plates of 6” width, on the inner wall is mandatory for homogenous flushing of material from the walls towards the stirrer shaft, while stirring. 6” unloading valve is recommended for fast unloading of BIO Crosslinker, from the kettle. Separate 1” sample valve at 40-degree angle from the 6” unloading pipe is recommended for block-free sampling of material during cooking process.
E. STORAGE & TRANSFER: Open, wide-mouth drums are recommended for easy storage and use of the BIO. For intermediate storage tanks, near the glue-mixer, screw-pump transfer is recommended. All BIO glue transfer arrangements made using screw-pump arrangements will make work easy and efficient. The same method can be used for tanker transfer also.
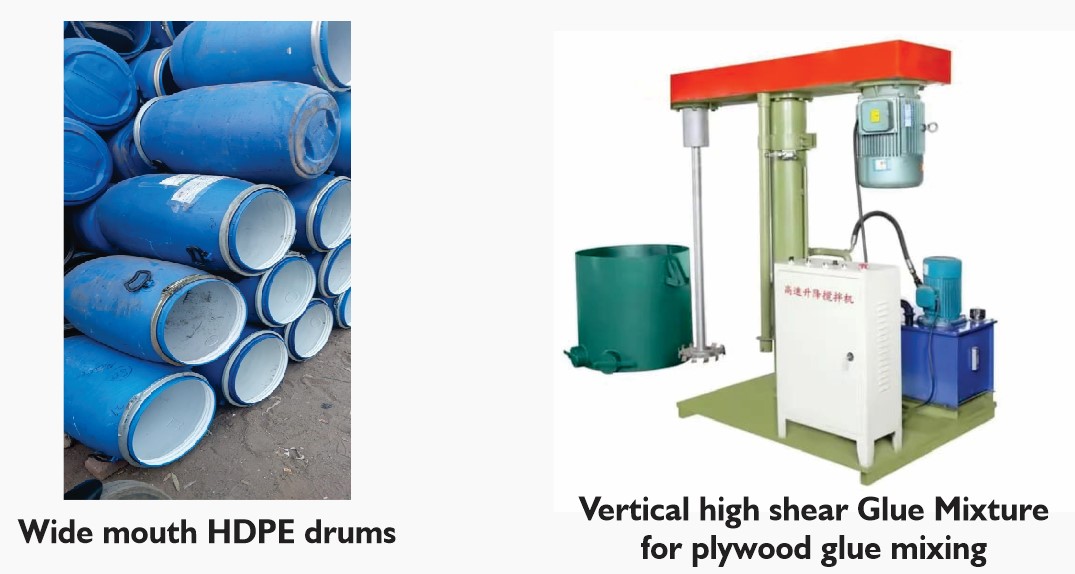
F. GLUE-MIXER: Only glue-mixers with VFD-based high-speed shear blades OR helical blender-blades (like in heavy duty putty mixer) will work for efficient & homogenous “cross-linking” of resin & BIO. The glue, mixer is not only mixing the glue. It is helping in “cross-linking” the two parts of the glue system during the mixing process. Old horizontal blenders cannot be used in NUR glue system.

G. GLUE-SPREADER: Low hardness (55 to 65) spreader roller, with 8” doctor roller is recommended for glue spreaders running on NUR glue system. Both C-type & Z-type work effectively. Groove depth of maximum 0.35mm is recommended. Spreader rollers without grooves are also used. Deeper groove depths will result in less glue coverage (more glue consumption). 28±1 gsf is the recommended glue spread quantity.
- Is any external extender or maida required to be added for NUR glue system?
No, there is no requirement for extenders or maida to be added in the original NUR glue system.
- Is the NUR glue compatible with existing glue line treatment chemicals and other additives?
Yes, the glue technology is compatible with all additives, and treatment chemicals.

- Is E0/E1 formaldehyde emission standards achievable in this glue?
Yes, it is very easy to achieve E1 and E0 formaldehyde emission standards for panel products made with this glue system. Formulations can be easily adjusted for low and ultra-low emissions.
- What is the raw material for BIO Crosslinker?
The raw material for BIO is a starch-gluten hybrid source.
- Is it vulnerable to fungus/microbe attack on the glue-line?

No, the BIO Crosslinker is not susceptible to fungus/microbe attack after the full curing of crosslinked polymer on the glue-line. The cured polymer is not a bio polymer. It is a non-biodegradable bio-hybrid thermosetting polymer, which has similar or better glue-line properties than the current urea-based microbe vulnerable glue-line. Suggest user factories to undertake Mycological Tests conforming IS-303 standards (as per IS-1734, Part 7).
- Is this glue approved by BIS?
BIS is a standards body. The product (resin & general-purpose plywood, in this case) made out of a set of input materials is tested, conforming to stipulated Standards set by the BIS,(IS-848 & IS-303, in this case).
General-purpose plywood manufactured using NUR glue system has to be tested at IWST or any other approved BIS/NABL accredited labs, and results of the product conformance (general-purpose plywood) submitted by the plywood manufacturing licensee (factory) to their respective BIS Branch Offices, or uploaded through their Manak Portal Dashboard, as recommended by BIS from time to time.
Resin manufacturers can test this glue system in accordance with IS-848 guidelines and submit their reports to their respective BIS Branch Offices or through the Manak Portal Dashboard, as appropriate.
Based on BIS guidelines, testing of resin as a product, falls under IS-848, and testing of general-purpose plywood as a product, falls under IS-303 Standards.
- How can this glue system be effectively incorporated in Particle & MDF Boards?
Implementing the NUR glue system in PB involves high levels of cooperation and technical understanding by the PB factories. Similar is the case with MDF factories.
Trying to modify the original formulation & recipe will make the implementation complicated and time/effort/cost-consuming. Implementation of proper screw-pump material-transfer systems would make it easier to implement the original glue-mix in PB.
In MDF, factories may be required to work with their plant suppliers, in order to ensure the functioning of resin coating system on the fibres using a high-viscous, low-shear glue.
The NUR system may look and feel to be high-viscous, but it is a low-shear glue system, which provides lesser flow resistance, enabling easier application, than some of the normal synthetic glue of high viscosity and tackiness.
👇 Please Note 👇
Thank you for reading our article!
If you don’t received industries updates, News & our daily articles
please Whatsapp your Wapp No. or V Card on 8278298590, your number will be added in our broadcasting list.

Ply insight launched on March 2018 with a vision to make a platform to collaborate plywood MDF, Laminate, machinery manufactures with dealers in the Trade.
Categories
Useful Links
Follow Us